This method statement covers the sequence of activities for fabrication, erection and installation procedure for Metallic Piping. The method is useful for carbon steels, alloy steels, stainless steels and nickel alloys systems. Procedure will help to ensure the compliance of piping works with the contractual applications and HSE requirements.
Following equipment’s and tools shall be available for the work.
Equipment’s
- Crane and other lifting equipments
- Transportation Trucks
- Personal Protective Equipment’s
- Fire Extinguishers and Fire Blankets
- Cutting Equipment’s- Plasma Cutting Machine/ Oxy Acetylene Cutting Machine /Abrasive or Disc cutting Machine
- Welding Machines
- Electrical Generators
- Compressors
- Heating Oven
Tools
- Measuring and Leveling Tools
- Clamping Tools
- Hand Fitter Tools- Spanner, screw driver, file, plumb etc.
- Lifting Tools- Belts, Chain, Chain Block, Hoist, Shackle, Spread bar, hydraulic jack, Pipe Rollers, Ropes etc.
- Power Tools like Grinding machine, Drilling Machine etc, Buffing Machine, etc.
- Pipe Stand
Project Roles & Responsibilities
Below is list of important responsibilities:
Construction Manager
Responsible for overall site management, dissemination or execution of quality procedures that meets project specification and project requirements.
Establishment of construction organization, monitor job quality, schedule control and overall project management.
Construction Superintendent
Shall be responsible for the execution of this procedure, monitoring and control of activities pertaining to the pre-fabrication erection and installation of piping and its components, compliance with HSE procedure. Shall report to concern Project Construction Manager.
Field Engineer
Field engineering inspection and supervision in the area of piping works and ensuring implementation and adherence to project specifications, procedures and HSE policies.
Shall provide technical support to the operation of piping works and ensure that piping fabrication and erection, inspection and testing meet the project specification ensuring with latest IFC. Continuously check and review the changes status during the work.
Shall control of all kind of resources and coordinate with construction superintendent on execution of work and ensure productivity.
Construction Supervisor
Shall ensure that all site activities are performed in environmentally safe and responsible manner accordance with HSE and follow-up all safety procedures, permit to work, etc.
Shall supervise piping works and ensure the compliance with established construction schedule and project requirements as per applicable specifications and standards.
Lifting supervisor
Shall coordinate all lifting activities and ensure that only certified equipments and trained crew are participated in the lifting.
Shall ensure that the ground conditions are safe for any lifting operation, and take measures to rectify the unsatisfactory and unsafe conditions.
Planning Engineer
Shall be responsible for monitoring progress throughout the construction process and comparing this with the projected schedule of work with introducing appropriate logistics solutions and resources.
Shall be responsible for day to day micro planning in coordination with field engineer and construction superintendent and report activities to Project Control Manger.
QA/QC Inspector
Shall be responsible for inspection on production of pipes ,fittings and spools to ensure the procedures are being followed in order to ensure that quality standards being achieved as per Project procedures, requirements and specifications.
Shall be responsible for maintenance of NDT records & Project documentation.
HSE Team
Shall be responsible for the implementation of the HSE procedures before and during the execution of Piping fabrication and erection.
Shall be responsible for check for any unsafe conditions on the working areas and liaise with field Supervisor ensuring that the work is carried out as per approved Project safety plan and procedure.
Material Receiving, Storage and Delivery on Site
Proper HSE material handling procedure must be followed during material receiving, storing and delivery.
All materials shall be conformed to the IFC drawing with relevant material specifications before receiving/ordering.
Separate area shall be assigned for the storage of different piping materials. Pipes shall be stored in open area resting on wooden sleepers, fittings, bolts, nuts, and gaskets shall be stored in shelved containers. Storage and issue procedure of piping materials shall be in time with the requirements.
Handling and transportation of piping materials shall be done with utmost care to avoid any damage.
QC inspector shall conduct visual inspections, check color code, material certificates or manufacturer’s test reports (including size, wall thickness, rating, material code, heat no, quantity).
The following procedure shall be followed for receiving, storing and delivery of all the materials,
- Warehouse superintendent shall be responsible for delivering all materials and documentation to the job site in good condition. All materials and documentation will be inspected immediately upon receipt by contractor QC Inspector to determine that all items included in the Bill of Materials have been supplied, to assure that all documentation has been received and to check for any damage.
- All materials shall be requested or received as per pre-fabrication or erection sequence or site requirements as per the Master Schedule which is agreed & approved
- The receiving materials or equipment found defective or presenting non-conformance that shall be clearly marked out and shall be returned to corresponding authority.
- Material shall be stored at defined locations based on material classification. Carbon Steels, Alloyed Steels, Stainless Steels, non-ferrous material etc.
- Large-sized fittings, flanges and valves shall be stored on wooden pallets and no material is allowed to rest or store directly on ground at all time.
- All small-sized fittings, flanges and valves, and all of gaskets shall be stored on racks/shelves.
- All bolts, washers and nuts shall be packaged and delivered in rigid, weatherproof containers.
- Flanged openings shall be fitted with plywood covers or fitted PVC flange covers, threaded openings are to be closed with plugs or similar, pipe openings shall be cover with end cap or plastic cover to prevent accumulation of dust or foreign materials.
- Ensure the material is secured properly so that it does not fall, roll or move from its storage position. Pipes will be supported at bottom with kegs/ wooden blocks at least at three points and choked with wedges.
- Materials stored in open areas will be barricaded and indicate the type of material and the hazard it poses, if any.
- Coated pipe shall be handled at all times in a manner that prevents damage to the pipe walls (shall not be rolled or dragged on the ground), beveled ends and to the coating and open end should be covered with polyethylene sheeting.
- Sling shall be nylon or equivalent; steel cables shall not be used.
- Each length of pipe shall be examined to make sure it is free from internal obstructions and shall be air blown to remove dust and sand immediately prior to erection or welding.
- Materials released for the specific ISO shall be used for the specific ISO and can not be used wherever.
- Scrap materials shall send back to LOD with punched line number, heat no and material code
Material Traceability
Identification code or File number shall be clearly marked on each plate, pipe and nozzle item by the Material Controller / Storekeeper.
QC personnel shall monitor the transferring of heat number for Stainless Steel material.
To prevent loss of traceability during paint / coating process, QC personnel shall make sure that the identification number is transferred to the QC record prior to blasting.
Piece marks and weld identification number shall be marked on each pipe / plate by suitable paint which shall be compatible with the base material to be marked and recorded on the relevant documents.
The heat number shall be transferred before the plate or pipe is cut.
Color-coding shall be applied for easy identification to permit quick material handling / segregation and visual check / monitoring during construction phrases.
Piping Fabrication and Installation Method
Ensure that the document received bear the stamp “Issued for Construction” and are of latest revision.
The documents submitted/referred with this method statement shall be considered as an integral part of this method statement and shall be read in conjunction with the same.
The engineering drawings and documents received shall be clearly understood to find out the service, material specification, size, thickness, QA/QC requirements, pipe routing quantity etc. line wise and area wise.
Make sure that all the Quality control and Pre-Construction formalities, approvals, and preparations are done sufficiently in advance to start the construction activity as per the schedule.
A checklist of all requirements shall be made internally to avoid any omission of them.
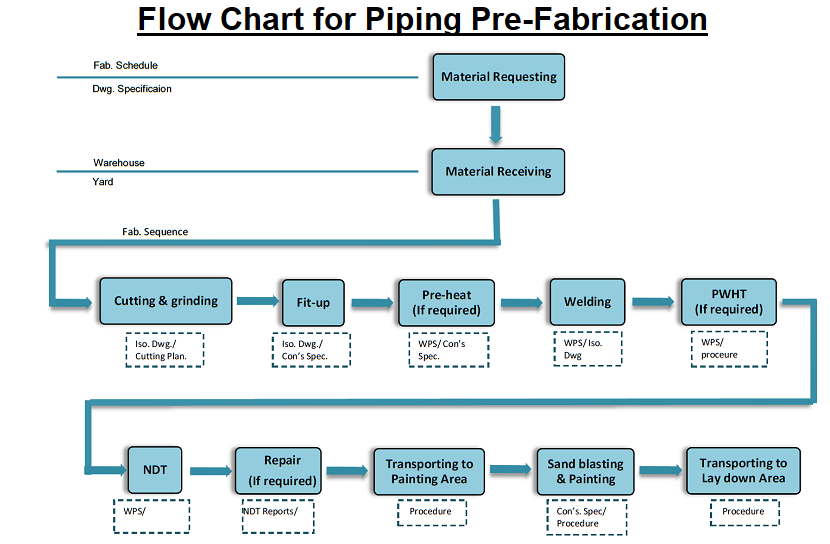
Pre Fabrication Method
Checklist for Pre-Fabrication of Piping
- Approval of Method Statement, Quality Plan and ITP
- Approval of WPS covering all the material specifications.
- Welder qualification list review and approval.
- All the required Engineering drawings and documents are received in time.
- All personnel and procedures for NDT, PWHT are approved.
- Spool drawings marking field and shop weld joints shall be prepared, numbered and reviewed.
- All tools, equipment and temporary items like pipe stands; pipe clamps etc. are ready in sufficient quantities.
- Consumables shall arrange in sufficient quantities as per the WPS.
- Welding data base set up prior start of welding activities.
- Procedure for handling and storage of consumables shall be issued.
Isometric Mark-Up
All lines shall be clearly marked to easily identify the flow direction, service, line designation number, size, class and specification.
The isometric drawing shall be used as a weld mark-up format.
The weld map shall be unique and separate for each line, system, component or assembly number.
The line diagram shall include weld location, weld numbers, tie point location, piece numbers and weld type, including: Field weld, shop Weld, tie point, butt joint, socket joint, fillet weld.
Straight run of pipe shall contain the minimum number of welds. The use of off-cuts in straight run shall be avoided.
Joints before connection to the rotating equipment nozzles and its break up point shall be field measured and welded to avoid external loading on the equipment connection
Piping butt welds shall be spaced a minimum of 50 mm or four times the thinnest wall thickness measuring between the heat affected zones, whichever is greatest.
Care shall be taken to ensure that the longitudinal welds clear branch connections.
Weld numbering methodology shall contain: a sequential number, a repair sequence number when applicable.
Length, height and width of the spools shall be within the limits of road transport and erection possibility, unless specifically requested.
Modification of pipe joint shall be done at site if necessary to avoid interference in accordance with the engineering clarification.
Cutting and Beveling
All pipes and fittings shall be cleaned before prefabrication by air blowing. In addition, for large diameters pipe rag cleaning should be conducted if found practical.
Proper Safety procedure shall follow before starting the job.
Pre-fabrication of Stainless Steel and alloy piping shall be done in separate fabrication bays.
Marking should be done as per Isometric spool number measurement.
Cutting of pipes, fittings and edge preparation as per the drawing and WPS.
Based on spool breakdown of piping isometrics, pipe length shall be cut. Extra length for pipe shall be provided in spools for field adjustment.
Pipes shall cut using Oxy-acetylene cutting or plasma as per project requirement. Flame cutting of Stainless Steel is not allowed. Stainless steel shall be cut with Stainless Steel cutting disc. The edge cleaning and beveling shall be done using abrasive grinding disc.
The edges to be welded shall be prepared to meet the joint design requirements by any of the following method recommended:
Carbon Steel (C.S)
Gas cutting, Machining or grinding methods shall be used. After gas cutting, oxides shall be smoothened / removed by chipping and grinding.
Alloy Steel
Gas cutting, Machining or grinding methods shall be used. After gas cutting, machining or grinding shall be carried out on the cut surface.
Stainless Steels (S.S), Nickel Alloys
Machining or grinding methods shall be used. After cutting, cut surface shall be machined or ground smooth.
- Where, spectacle plate is required by the ISO drawing, the fabricator shall drill a tap and install jack screw for flanges.
- Heat numbers has to be transferred to pipes after cutting; remaining material must keep allocated locations with all marked specifications.
- Electrical power source should be used for hand machine during fabrication.
Fit- Up and Track Welding
- Fit-up assembly and joint alignment shall be carried out, by using couplers or clamps. All the required pipe holding work benches, assembling brackets, ‘U’ bolts etc. would be made to suit the pipe sizes.
- For butt welds a uniform root gap shall be maintained as per WPS.
- For all socket weld joints the pipe end shall be free from cutting burrs, the axial gap between male and female component shall be maximum of 3 mm and minimum of 1.5 mm.
- All welding ends shall be beveled with and angle of 35 degree, ±5 degrees, and a root face of 1.6 mm.
- Welding end plane shall be normal to pipe axis as defined in the piping drawing, within 0.25 degree.
- The inside misalignment shall not exceed 1.5 mm (1/16”).
- The maximum tolerance for axial dimensions, face-to-face, center-to-face and locations of attachment shall be ±3mm.
- Lateral transition of branches and connections from center-line of the run shall not exceed ±1.6mm
- Internal misalignment shall be limited to 1.6mm for pipe up to 24”, 3.2 mm for pipe diameter 26” and above.
- Seam orientation of welded straight pipe and pipe to fittings shall be in such a way that, circumferential angle between seam is at an angle of 30°.
- Branches joint, connecting to the header line including reinforcement pad shall be pre-fabricated in the shop to avoid difficulties in site.
- The pipes shall be tack-welded in equidistant positions to avoid cracking and bending or joint during welding. Tack weld shall be done by a qualified welder as per approved WPS.
- In case of pipes with different thickness, the larger thickness shall be tapered in compliance with standard to match smaller thickness.
- Line numbers, Sheet numbers, Spool numbers, material code and Joint numbers are to be clearly marked on the spools with the welder identification for each joint.
Branch Connections
- Branch connection requirements shall be in accordance with Project Specifications.
- The lateral offset of branches and connections from the center line of run shall not exceed ± 1.6mm.
- All welded branch connection and other joints shall be full strength reinforced as indicated on the drawings. Reinforcement material shall be made from the same pipe material as specified by the relevant piping class and subject to the same specification requirements as the piping to which it is attached.
- All cuts shall be carefully beveled and accurately matched to form a suitable preparation for welding and to permit full penetration of welds between the branch and the run pipe at all points.
- All reinforcing pads shall have a minimum outer radius of 51 mm, a three to six mm weep hole shall be provided for each reinforcing pad.
- Branch connections, vent nozzles, trunnions and other attachments including reinforcing pads shall not be welded over or near longitudinal or circumferential welds in the piping. The minimum distance from a
- Longitudinal or circumferential weld to the next weld shall be 50mm measured between the heat affected zones.
- For reinforcing pads, the minimum distance measured between the Heat Affected Zones of the weld in the pipe and fillet weld of the pad shall be 25mm.
Flange Connections
- Unless otherwise indicated on the drawings, the bolt holes of all flanges shall be offset to vertical and horizontal centre lines. The maximum angular deviation of bolt holes shall not exceed 1.5mm measured across the bolt pitch circle.
- The flange faces shall be square to the pipeline in which they are fitted.
- Shop fabrication of flanged spool pieces for connection to existing pipe work or equipment, shall have the mating flange tack welded to the spool and an additional allowance of 100mm of pipe shall also be provided for the correct field fitment.
- The fit up of pipe ends and weld neck flanges shall be done to obtain uniform root opening. The criteria given in related WPS shall be followed.
Cleaning of Spools
- All pipes shall be internally cleaned by air blowing. In addition, for large diameters pipes rag cleaning should be conducted if found practical.
- All prefabricated pipe spools shall be visually inspected for cleanliness, and shall have foreign material removed from the inside.
- The piping ends shall be covered after inspection to prevent unauthorized removal of the end cover prior to making the joint to the succeeding section of piping.
- During assembly and erection, the construction agency shall ensure that no foreign materials (such as welding consumables, lumbers, gloves, etc.) are left inside the piping system.
- After assembly and installation, the piping shall be cleaned inside to remove all loose material. The cleanliness shall be verified visually and/or by video inspection techniques.
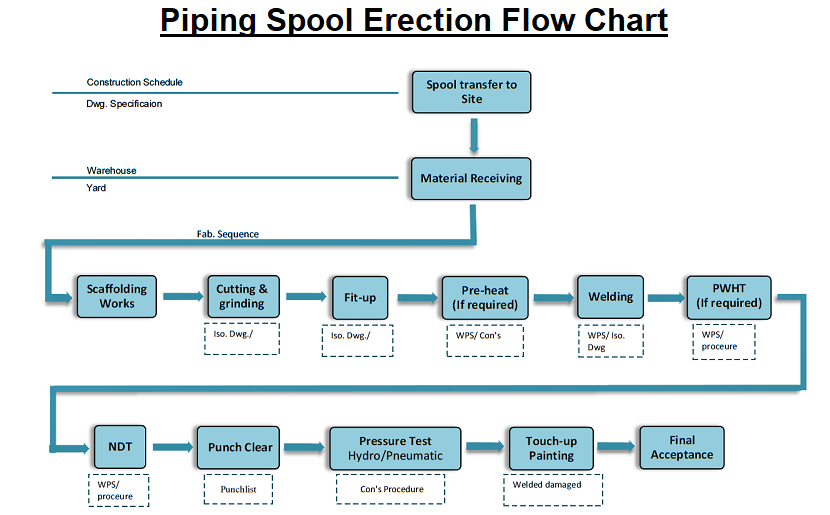
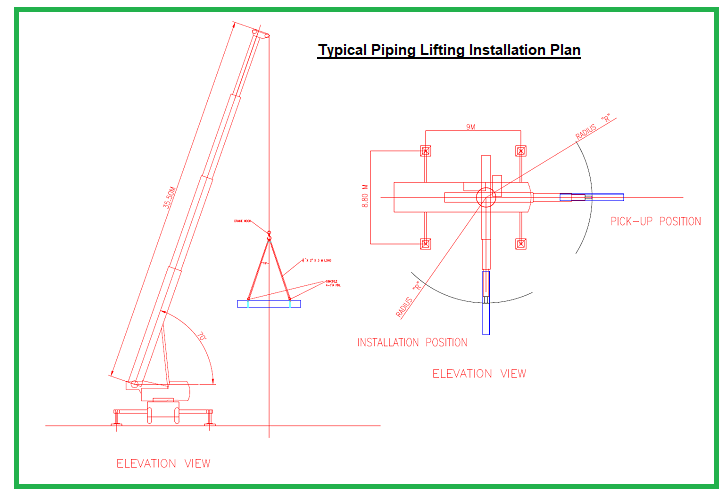
Piping Erection Procedure
General Requirements
- All lifting tools, equipments and ropes used for erection shall be inspected and certified by HSE regulations. Activities shall be done according to the proper method statement for lifting and handling.
- Pre-fabricated spools shall be shifted to site carefully; care shall be taken while handling and stacking of spools to prevent any possible damage.
- The Pre-Fabricated spools shall be identified by spool and line numbers before erection.
- Before erection of spools ensure for inside cleaning of the spools and their items.
- The pre-fabricated supports shall be installed as per drawings, the pipe supports details shall be followed in the piping layout drawings and Isometric drawing for location and supports detail drawing.
- All pipe openings shall be sealed before, during and after erection to prevent the ingress of moisture and foreign matter. Threaded ends shall be plugged and sealed by waterproof grease tape or purpose made plastic caps or plugs. End cap or cover shall be placed on the open valve ends.
- Erection of spools shall be carried out area by area as per piping layout drawings and Isometric drawings.
- Approved and safe scaffolding and temporary platforms shall be arranged to carry out erection, fit up and welding of field joints at elevated positions.
- Erect the spools in position using crane or other lifting devices as per the drawings.
- Shifting of pipe spool on pipe racks should be done on the roller support if required.
- Piping installation on pipe rack shall be from lower level to higher level.
- Large bore random length shall be installed, which is followed by small bore field run pipe. The sequence of composite spool will be same as of random length.
- Joints shall be aligned and complete the fit-up / welding as per applicable WPS, Isometric drawing and Project specifications
- NDT and other inspection shall be completed for the field joints and recorded properly.
- The final correction and modifications made to fabricate spool in order to allow for stress free installation, which should include; adjustment to pipe support, adjustment of flanges where free spaces are available in bolt holes, cutting and re- welding or introduction of additional field joints or fit-up pieces.
Pipe Supports
- Fabrication and installation of all pipe supports, hangers, guides and other support attachments shall be done in accordance with the details in the IFC drawings.
- Welding preparations for the pipe to pipe supports and structural steel welding for pipe supports shall be in accordance with corresponding WPS
- All pipe support shall be individually identified by number and this number shall be marked on the piping layout plans.
- A 6 mm weep hole shall be drilled for dummy supports and shall be located near the base plate for all vertical dummy supports, and near the run pipe at 6 o’clock position for all horizontal dummy supports.
Flange Connections
- All flanged connections shall be made using fully threaded stud bolts and nuts. A minimum of one complete thread shall protrude from the nut after completion of tightening.
- The alignment of flanges to rotating and static equipments to be checked.
- All temporary gaskets shall be identified by color coding on their handles exposed.
- All bolt heads shall be assembled from the same side. A logical sequence of Bolt tightening shall be followed.
- Special attention shall be given to ensure that in line items such as orifice flanges, spectacle blinds, valves, strainers etc. are installed and oriented correctly as indicated on isometrics and drawings.
- Flange bolt holes shall be oriented as follows, unless otherwise indicated on the construction drawings:
- Flange face vertical- Bolt holes to straddle vertical center lines
- Flange face horizontal- Bolt holes to straddle horizontal center-lines
- Rotation of flanges- Offset between elevations of bolt holes on opposite sides of a flange center-line shall not exceed ± 2.4 mm.
- The tilt of a flange- Periphery across any diameter shall not exceed 1.6 mm from the square position.
- For piping over 3-inch NPS and connected to machinery/equipment, flange alignment shall be within the following limits or within the manufacturer’s limits for the machinery/equipment nozzle:
- Vertical bolt hole offset ± 2.4 mm
- Horizontal bolt hole offset ± 2.4 mm
- Rotational offset ± 2.4 mm
- Flange face separation, gasket thickness ± 1.6 mm
- Combination of vertical, horizontal and rotational offset ± 3.2 mm
Method for Installation of Underground Metallic Pipe Lines
- Before starting the works, it must be sure that there are no buried pipelines or cables which are not included in the drawings.
- Prior to lowering the pipe line, supervisor and surveyor shall ensure the trench excavation is as per approved drawing, trench bottom shall be firm and give inform support for the pipe and that all foreign material, debris sharp object that will be harmful to pipeline coating shall be removed.
- In case of needed tie in activity, it shall be done at highest ambient temperature.
- During the execution of excavation works it is necessary to minimize the time between cutting and filling of trenches, in order to avoid disintegration of the boundary wall surfaces and their slow widening.
- The piping arrangement, fit-up, welding shall be done in accordance with the relevant drawings and specifications.
- During the execution of excavation works it is necessary to minimize the time between cutting and filling of trenches, in order to avoid disintegration of the boundary wall surfaces and their slow widening.
- During excavation, should any cables, wires or other installations not belonging to the works covered by this specification appear, shall report them to the Project Engineer.
- Internal pressure tests as specified for each type of installation, in the respective standards and specifications, are required and the installations shall not be accepted without them.
- All tests shall be made in the presence of the Project Engineer/ QA/QC Inspector and before any painting, covering or protection of joints and fittings.
- After the execution of tests, cleaning, protection, inspection and eventual repairs, the piping network shall be covered up.
- Excavation shall be backfilled only after the permanent works therein have been approved, with a suitable material in layers, each layer being thoroughly watered and compacted in accordance with the specification.
- Final measurements and survey data that are required for the completion of as- built drawing shall be recommended prior to back filling
- No mechanical rammer shall be used within 30 cm of the top of any pipe or surround and material shall not be dropped from a height.
Dimensional Checking of fabricated piping
The fabricated piping shall be checked with IFC Drawing and Standard specifications for the following parameters
- Fit-up tolerances for length, depth, orientation and straightness of piping members.
- Limits for spacing between pipe and supports.
- Support base plate elevation and degree of levelness.
- Piping elevation and degree of levelness or slope.
- Alignment of piping weld edges conforms to the WPS and Specifications.
Method Of Welding
General Requirements
It specifies the welding, heat treatment, Nondestructive Testing (NDT), and hardness testing requirements for welding pipe lined and related equipments to ASME 31.4 and ASME 31.8, API STD 1104 and ASME SEC IX
Codes and Standards
Specific ASME, AWS, ASTM, API Standards
WPS and PQR
Procedure of Welding
- Before starting welding, the assigned people must wear proper PPE and adequate safety procedure must be implemented.
- All welding electrodes shall be kept in required condition in both storage and welding.
- The ends to be welded shall be properly cleaned to remove paint, oil, grease, rust, oxides, sand, earth and other foreign matter. The ends shall be completely dry before the welding.
- On completion of each run, craters, welding irregularities, slag etc., shall be removed by the grinding and chiseling. Separate grinding wheels and wire brushes should be used for Carbon steels & stainless Steel.
- The welding work piece shall be shielded against high winds and rain.
- The welding face shall be prepared in such a way that, the face must be cut and grind smoothly and the imperfections (Slots, spatters, surface oxide due to cutting and rusting) shall be removed from the welding area
- For the fabrication & welding of Stainless Steel pipes, only Stainless Steel tools & consumables (Wire Brush Chipping, Hammer, and Abrasive disc) shall be used.
- The pipe line joints shall be aligned as accurately as possible and the pipe must be supported properly to avoid bending and displacement during welding.
- The fit up joint shall be welded after checked by the QC inspector for acceptance and registered.
- All branch connections shall be joined to headers with full penetration welding. The bore side shall be ground smooth, free from cracks.
- Welding shall be done as per approved WPS for the particular piping. Pre heating and welding consumable shall be checked before starting of welding.
- Each weld layer shall be cleaned before starting to weld next layer. The cleaned area shall be free from slag. Any visual defects like cracks, pores, spatters weld shall be removed by grinding before the next layer is applied. The ends of weld layer shall be removed by grinding at take-up points of each weld.
- Appearance of finished weld shall be as even as possible and free from spatter, under cut, cracks, excess reinforcement etc. with reference to ASME B31.3 and relevant WPS.
- All parts that may be affected by the welding operations, such as accessories, insulation joints and such, shall be adequately protected.
- For flange to pipe connections if welding shrinkage can lead misalignment, two similar flanges shall be joined by inserting a temporary gasket and then welded.
- Where internal misalignment exceeds 1.6mm, internal trimming after approval from the Company shall be done in accordance with ASME B31.3.
- In case of threaded pipes, screw threads shall be concentric with axis pipe with no blur or stripping. The threading dies shall be sharp and properly designed for the piping material. Proper tape/ sealant for threaded joint shall be used as per project specification.
Pre-Heating
Preheat for the various grades of materials shall be in accordance with the specified Welding Procedures and Specifications
Wet joints shall be dried by burner heating for a distance of 100 mm from the weld joint and shall be warm to the hand before welding unless a greater pre-heat temperature is required.
Temperature-indicating crayons, thermocouples, or calibrated contact pyrometers shall be used to measure preheat and inter pass temperatures.
The preheat temperature shall be established over a minimum distance of 75 mm on each side of the weld.
Post Weld Heat Treatment
If PWHT is applicable for any piping system, PWHT procedure will be applicable strictly.
The PWHT table shall include the following information for each joint or component: location, drawing number, diameter, wall thickness, material, heating rate, and cooling rate, soak temperature, and soak time.
It shall be the responsibility of the employed PWHT operator to ensure personal safety & to ensure whether the facilities with respect to scaffolding, lighting are fully sufficient, before commencement of any job. All cables shall be tied up properly & neatly to avoid damages to cables & personnel injuries to operators.
Before starting the Heat Treatment, the contractor assigned for the Heat Treatment shall submit the documents about heating and cooling methods, temperature measuring and recording methods; for the approval of QA/QC department.
All thermocouples and temperature recorders shall be calibrated and checked periodically.
All machined surfaces shall be protected from oxidation during the heat treatment by insulated by suitable coating material.
Production Weld Hardness Testing
Hardness testing of production welds is only required if specified.
The hardness indentations shall be made at or near the middle of the deposited weld bead and HAZ if specified.
If any reading exceeds the specified limit by no more than 10 BHN, then minimum of three additional indentations shall be made near the original high reading.
Method of Galvanizing Painting & Coating
Painting shall not start before the acceptance of testing. It must be in accordance with relevant specification for painting of piping lines
Appropriate personal protection and protective equipment is required in certain areas and when performing particular work.
All mechanical operations, such as welding and drilling, shall be done before painting and galvanizing.
All paints, coatings and thinners shall be stored in enclosed storage areas that are well ventilated and protected from temperature exceeding manufacture’s recommendations, open flames, electrical discharge and direct sunlight.
All electrical, Blast cleaning and spray painting guns shall be earthed (spark proofing) to prevent up of an electrostatic charges, especially when the application is in confined work place.
All welded areas shall be insulated before application of paint/coating for the field joint inspection during hydrostatic testing.
All procedure must covers the requirements governing the selection and application of the coating system to be applied on Painting of, Piping, Pipe support, Structural steel Electrical and Instrumentation Items as per the project specification.
All material identification tags/ markings shall maintain correctly during the all procedure to eliminate the misplacing of material during storage and construction.
Recorded approval of all items at each stage of surface preparation and coating application.
Abrasive Blast Cleaning
- Suitable cleaning methods can be adopted for removing mill scale, rust and other surface contamination’s to achieve specified prescribed surface quality as per Project Specification.
- Blast cleaning shall not commence unless a protective coating can be applied before contamination or flash rusting occur and the temperature are 30C above ambient air dew point.
- Stainless steel surface shall be blast cleaned by using suitable non metallic abrasive such as aluminum oxide or stainless steel tools all free from halides, sulfur and low melting point metals.
- Before application of coatings the surface shall be cleaned to remove dust and abrasives by suitable method.
Galvanizing
- Galvanized piping, structural steel components shall confirm to the project requirement.
- Repair of damages shall be according to the applicable industry standards and codes.
Painting and Coating
- The material used for coating and painting shall be specified for the specified service in the project specification.
- Coating/Painting components shall be power stirred well before application.
- The coating thickness shall be uniform all over the area of application as per requirement.
- Priming coating shall be applied as soon as possible after the surface preparation has been carried out.
- Specified subsequent coat shall be applied after the primer coat has cured and correct application has been confirmed and surface been cleaned if necessary.
- Each coat shall be allowed to cure thoroughly as per the coating requirements.
- Coating shall only be applied when suitable weather conditions prevail (shall not apply- temperature below 100C, relative humidity exceeds 85%, steel temperature less than 30C above the dew point, foggy/rainy/dusty conditions)
- Coated items shall not be handled or moved until all coating have been properly dried or cured.
- The coated items shall be loaded, padded, and secured for transport in such a manner that the coating will not be damaged.
Marking and Identification
All pipes and fabricated fittings shall be marked on their outside with letters and numbers defining their respective location and duties.
Marking shall be stamped, stenciled, tagged or otherwise clearly marked with permanent marking method.
During Sand blasting, painting and galvanizing, the marking shall be masked and secured.
Material identification shall be maintained throughout the fabrication, installation and up to final inspection.
Quality Assurance And Quality Control
The criteria of Quality Inspection will be in accordance with Project General Specification for different piping systems,
Inspection records shall be properly recorded and maintained with proper identification for each welded joint.
Inspection shall be carried out as per approved procedure and the results shall be recorded properly.
Safety procedures shall be strictly followed in each Inspection procedure, in handling the Inspection equipments and work environment.
Check list for Spool Release
Conformance with construction and installation specifications.
Identification and control of material.
Personnel are adequately qualified by certification, experience or training.
Conformance with inspection (QC) and work performance procedures.
Conformance with record keeping requirements.
Control of nonconforming items.
Non Destructive Testing (NDT)
The criteria of NDT will be in accordance with Project General Specification for different piping systems. The acceptance criteria shall be in accordance with ASME B31.4, ASME B31.8, and ASME SEC V.
Welding and NDT records shall be properly recorded and maintained with proper identification for each welded joint.
NDT shall be carried out as per approved procedure and the results shall be recorded properly.
Surface irregularities including weld reinforcement, inhibiting accurate interpretation of specified method of NDT shall be ground smooth.
Safety procedures shall be strictly followed in each NDT procedure, in handling the NDT equipments and work environment.
PRESSURE TESTING
- Identify the test loops for the completed line system wise.
- Test packages shall be prepared with all welding / NDT summary, P & ID marked with Test limits, Isometric drawings, support details etc. for the completed lines of the system and submitted for client’s approval.
- The Test Pack documentation shall contain isometrics or relevant pack of pipe work related to package of piping system that is bearing tested and shall include following information:
-
- Limit of test as illustrated on the P& ID’s
- Location and thickness of test spades
- Test medium, Test pressure, location of vent and drains
- Requirements for isolation or removal of in-line equipment and instruments.
-
- Inside of all pipes, valves, fittings and other associated equipment are clean and free from loose foreign matter prior to commencement of the pressure test.
- Upon obtaining mechanical clearance and test packages approval, Hydrostatic test shall be carried out as per project specification.
- Test package shall be prepared as per method statement and procedures.
- Reinforcing pads shall be tested with clean and dry oil free air for the weld surfaces on the inside and outside shall be swabbed with a leak testing solution.
- In-line instruments, control valves, manual block valves, special items, etc that may interfere with a proper pressure test or might be damaged during test, shall be not be installed before pressure test for fit-up and , or shall be removed for the test and substituted with temporary spools.
- Temporary test gaskets shall be installed for the test on location with temporary blinds or spools. However permanent gaskets may be used for the flanged joints which will remain unopened during and after pressure test. Screwed tapping, for example in orifice flange sets, shall be plugged.
- Non-return valves, if installed, will require that the piping network be pressurized from the upstream side.
- High point vents to release air from the system whilst filling with the test medium and low point drains, either valved or plugged.
- Two pressure gauges (minimum) shall be used for the test. The gauges shall be calibrated and certificate attached to test package before pressure test. The maximum range of gauge will be 1.5 to 4 times of the test pressure.
- Once the pressure of the line is stable, inspection of the line shall commence. The test pressure for process or power pipe work shall be for a minimum of 30 minutes or as required to inspect the line.
- In case of leakage, the line shall be retested after repair according to the related procedure.
- When the test has been successfully completed, lines are de-pressurized by operating vent valves gradually. Then the complete discharging of the system through the drain valves is taken up, keeping the vent valves always open. The line shall be de-pressurized and drained completely.
- All test blinds shall be removed and the line shall be reinstated with permanent gaskets.
Pipe Flushing Method
- After completion and approval of hydrostatic testing of the system, all lines and equipments shall be drained and flushed.
- Special attention shall be given to points where water and sediments may be trapped, such as valve bodies or low points.
- A circulation loop may be established and the system flushed until circulating water is clear.
- All pneumatic lines shall not be flushed.
- Piping completed the Pressure Testing shall be internally cleaned to remove all remaining foreign matter by water flushing or blowing with air.
- Flushing shall be done with water and oil free air. Water used for flushing and cleaning stainless steel shall contain less than 1ppm chlorides.
- Instruments shall not be flushed through.
- Piping and equipment shall be dried and all traces shall be removed as per project specifications.
- Where special condition exist such as cleaning compressor section and oil lube piping, separate cleaning method shall be adopted as per the Vendor’s or Owner’s specifications.
Reinstatement
- After successful completion of pressure testing, flushing and draining, the system shall be returned to a state of commissioning readiness as per drawing specifications and Project requirement.
- All temporary materials such as spades, blinds, gaskets and temporary supports should be removed from the system.
- All spectacle blinds should be re-positioned to the correct position as per the P&ID.
- All accessible points of the system shall be inspect to ensure that it is free of scale, rust, loose paint and film and is of correct surface appearance.
- Nitrogen blanket shall be re-established for specified critical components or systems in accordance with manufacturer’s instructions and project procedures.
- All items those were removed from the system before hydro test such as control valves, inline instruments etc. should be re installed after hydro test and flushing.
- All punch items should be removed and all test vents should be seal welded.
- All completed system should be inspected for the correct flow direction in piping and instruments.
HSE Procedure
HSE Manager shall ensure that the work is performed in accordance to the approved construction safety manual and precautions specified in the work permit. He shall ensure that barricades, warning tapes, warning signs, firefighting equipments and first aid kits are readily available at the working area.
Tool box talk shall be conducted on a daily basis to inform the workers of the recent safety issues and incidents and to get feedback of any unreported unsafe acts. Feedback will then be processed and resolved.
Accident Prevention Safety Procedures
Area shall be barricaded adequately with warning barriers prior to any lift.
All Equipment shall be checked for good conditions before commencing the work.
Unauthorized persons shall be excluded from the area.
Lifting equipment capacity and correct load slinging will be verified.
When lifting, the personnel shall not remain in the lifting equipment work area.
Adequate standards shall be adopted for the construction of stages, planks, scaffolds, etc.
Adequate caution boards and warning signs shall be provided.
All lifting equipment shall have valid certificates.
Only trained and authorized personnel shall operate the hydraulic lift.
All lifting gears and shackles used shall be approved type with valid load test certificates.
Electrical installations and equipment shall conform to standards.
Trained fire watchers shall be appointed as per requirement.
Sufficient fire extinguishers shall be provided close to the welding, cutting and other hot works.
Welding areas shall be covered with fire blankets.
Consumable materials within 15 meters of welding operation shall be cleared.
Application, maintenance, storage of electric, and oxygen cutting welding units shall conform to applicable standards.
Do not stand under suspended loads.
On completion of job, the area shall be cleared of any materials and keep clean and tidy.
Hazard analysis for hazardous operation shall be carried out prior to commencing the works.
Job Safety Analysis For Fabrication, Erection And Installation For Piping
| No. | Activity | Hazard | Necessary Control Measures | Responsibility |
| 1 | Area preparation | |||
| Slipping and tripping hazards | Proper housekeeping of the area | Area Supervisor | ||
| Potential pinch, caught-in-between, and crush points | Wearing of complete and proper PPE | All workers | ||
| Back injury | Training of personnel on proper manual handling and lifting techniques. | HSE Dept | ||
| Employment of proper manual lifting techniques. | Area Supervisor / Area HSE Supervisor | |||
| 2 | Material preparation | |||
| Manual handling | Slipping and tripping hazards | Proper housekeeping of the area | Area Supervisor | |
| Potential pinch, caught-in-between, and crush points | Wearing of complete and proper PPE | All workers | ||
| Back injury | Training of personnel on proper manual handling and lifting techniques. | HSE Dept | ||
| Employment of proper manual lifting techniques. | Area Supervisor / Area HSE Supervisor | |||
| Using crane | Defective crane | Crane must have valid 3rd party inspection sticker and must have passed with Client inspection. | Area Supervisor / Area HSE Supervisor | |
| Improper rigging technique | Crane must have a documented regular (i.e. monthly) maintenance inspection. | Crane Operator / Maintenance Dept | ||
| Defective rigging equipment | Crane must have a documented daily inspection before being used. | Crane Operator | ||
| Incorrect identification of weight of load | An approved lifting permit must be available before any lifting activity is done. | Rigging Supervisor | ||
| Incorrect identification of crane lifting capacity | Weight of load must be accurately taken and should be reflected in the lifting permit. Data on the weight of the load can be taken from shipping documents or any technical specification documents. | Rigging Supervisor | ||
| Incompetent/non-qualified operator | A test lift should be conducted before proceeding with the actual lift to identify accurately the weight of the load and to determine the correctness of the rigging of the load (i.e. the correct center of gravity) | Crane Operator/ Rigging Supervisor | ||
| Incompetent/non-qualified rigger | A valid record of 3rd party certificate of inspection of all rigging equipment should be available at all times. | Rigging Supervisor | ||
| Congestion of area / Limited equipment movement | A documented regular (i.e. monthly) thorough inspection of all rigging equipment should be conducted by a competent and qualified rigger. | Rigging Supervisor | ||
| Outrigger not fully extended | All rigging equipment should be visually inspected by a qualified and competent rigger before being used. | Rigging Supervisor | ||
| Area not leveled off at least 1% grade | All riggers and crane operators must have a valid 3rd party certificate and records must be available at all times. | Riggers/Crane Operator | ||
| Personnel working under suspended load | Area where crane lifting activity will be conducted should be clear and barricaded. It should also be compacted and leveled off at least 1% grade. | Crane Operator / Area Supervisor | ||
| Bad weather condition | For a mobile crane, outriggers must be fully extended and must rest on proper size outrigger mat (i.e. 6″ thick for 50 ton and below and 8″ thick for 60 tons and above).
|
Crane Operator | ||
| A flagman should be available at all times during any crane movement. | Area Supervisor / Area HSE Supervisor | |||
| No worker shall stay under suspended load. | Signalman | |||
| Crane operator must follow only one (1) signalman at all times. Signalman must be clearly visible to the operator. | Crane Operator/ Rigging Supervisor | |||
| No crane lifting shall be conducted during wind speeds higher than 20 miles/hour (32 km/hour or 9 m/s) and no lift at night. | Crane Operator | |||
| Two (2) tag lines must be used at all times in order to control the load properly. | Rigging Supervisor | |||
| Overhead power lines | Crane boom or load line must maintain at least 20-feet distance from any overhead power lines with voltages up to 250,000 volts and 25-feet distance for voltages more than 250,000 volts. | Crane Operator/ Rigging Supervisor/ Area Supervisor | ||
| Material transportation | Damage to existing and surrounding facilities during heavy/ light vehicle movement | All vehicles shall be of adequate capacity and of a design suitable for work. | Area HSE Supervisor/ Rigging Supervisor | |
| Only vehicles with permit shall be allowed. | Area HSE Supervisor | |||
| Trailer shall be fitted with side restraints for containing long loads. | Rigging Supervisor | |||
| Avoid loads that extend beyond the rear of vehicle. | Area HSE Supervisor/ Rigging Supervisor | |||
| Vehicles shall be fitted with audible reverse alarm, controlled and sighted by a banks man. | Area HSE Supervisor/ Rigging Supervisor | |||
| Drivers are not allowed to work more than 12 hours shift period. | Area HSE Supervisor | |||
| 3 | Piping Fabrication | |||
| Fabrication (cutting, positioning, fit up, welding) | Grinding disc break | Grinding disc should be visually inspected and suitable grinding wheel (rpm) shall be used. | Concerned worker/ Area Supervisor | |
| Grinding machine guard shall not be removed | Area Supervisor/ Area HSE Supervisor | |||
| Face shield shall be used during grinding. | Area Supervisor/ Area HSE Supervisor | |||
| Ear drum damage, Hearing leak | Ear plug should be used | Concerned worker/ Area Supervisor | ||
| Back fire while gas cutting | Flash back arrester should be used | Area Supervisor | ||
| Accident with Hoist hook | Visually inspect the hooks Grounding | Area Supervisor | ||
| Object falling from stand | Object should be properly secured using slings or vise | Area Supervisor | ||
| Electric Shock | Electric equipments and cables must be inspected and color coded | Area Supervisor /Area HSE Supervisor | ||
| ELCB (Earth leakage circuit breaker) must connected to all equipments | Area Electrical Supervisor /Area HSE Supervisor | |||
| Material fall in Eyes | Face shield and proper safety goggles shall be used | Area Supervisor/ All workers | ||
| Welding spatters | Fire blanket should be used | Area Supervisor | ||
| NDT (Non Destructive Testing) | Exposure of radiation | Radiation monitoring devices, barricading, signboards | NDT Supervisor | |
| Use real-time radiation meter to monitor activity level | NDT Supervisor | |||
| Heat Treatment | Burns | Proper PPE, and safe work area preparation | PWHT Supervisor | |
| Electric shock | All equipments grounded, and insulated | PWHT Supervisor | ||
| 4 | Field Erection | |||
| Erection | Crane toggle | Steel plate should be used for outrigger pads | Rigging Supervisor | |
| Struck by equipment | Barricade the area and pictogram /signboard where necessary around the area covered with the activity. | Rigging Supervisor/ Area HSE Supervisor | ||
| Minimize people entering the area. | Rigging Supervisor | |||
| Scaffolding collapse | Proper base plate and every surface at ground | Scaffolding Supervisor/ Area HSE Supervisor | ||
| Wear recommended PPE and Safety harness all time. | All | |||
| Proper work platform and access means are to be secured | Scaffolding Supervisor/ Inspector | |||
| All scaffolding material should be confirmed to standard. | Scaffolding Supervisor/ Inspector | |||
| All scaffolding should have proper scaff-tag and periodic checks to be performed | Scaffolding Supervisor/ Inspector | |||
| Suitable methods for scaffolding erection shall be done | Scaffolding Supervisor/ Inspector | |||
| Objects /Personnel falling from temporary platform | Close supervision at all time | Scaffolding Supervisor/ Area Supervisor | ||
| Scaffolding have Toe-board | Scaffolding Supervisor/ Area Supervisor | |||
| Scaffolding not to be used as support for heavy loads | Scaffolding Supervisor/ Area Supervisor | |||
| Qualified and certified scaffolders to erect and dismantle scaffolding. | Scaffolding Supervisor/ Inspector | |||
| No any loose objects laying around | Scaffolding Supervisor/ Inspector | |||
| Chain block brake | Check safe work load of chain block, inspected and color coded | Rigging Supervisor /Area HSE Supervisor | ||
| Belt sling break | Check the slings for damage | Rigging Supervisor/ Area Supervisor | ||
| Fall or slip of men | Full body harness, proper scaffolding and lifting technique | Area Supervisor/ Rigging supervisor | ||
| 5 | Pressure Testing | |||
| Spade breakage | Check spade break | Area Supervisor | ||
| Valve, Cap, Pipe, Failure | Proper inspection of the valve, pipe, etc. | Area Supervisor | ||
| Hose Failure | Proper inspection of hose | Area Supervisor | ||
| 6 | Flushing /Drying | |||
| Hose breakage, inhalation of dust particle of exhaust. | Recheck all hose connection are clipped | Area Supervisor |
Discover more from Project Management 123
Subscribe to get the latest posts sent to your email.